
I'm not sure I can't remember now, hopefully someone else has the answer to that! Glad it worked
Posts by Sbeve2020
-
-
Worth a shot is usually gives a different code! But if you have it on hand might as well.
Then do these steps
Press the [MENU] key.
2 Press [0 NEXT] and select [6 SYSTEM].
3 Press F1 ([TYPE]), and select [Master/Cal] from the menu.
4 Press F3 ([RES_PCA]), then press F4 ([YES]).
5 Cycle power of the controller. -
This might sound dumb but I'm guessing you checked the battery's already? But yea it's probs the TP cord.
-
You should have a program with all zero pos? then remaster? if not you will have to remaster it and touch up points I'm guessing
-
I do not but I would recommend running it in a plc doing ladder logic there to have a good or bad signal and then send it to the robot . Because knowing Fanuc you will need to spend another $4000 to be able to do this.
-

Something like this set will work ?
How this connects with fanuc controller ?
Also this I/O set needs extra software options to buy
What happened to these poor cards
-

I just run mine to the MCR so if the fence or the E-stop is pressed it drops everything else out, just depends on what you are doing! But yes these are all good options!
-
But a lot of important info is either very well hidden or not to be found at all. If I didn't have this forum, I would be completely lost!
This couldn't be anymore true.
-
Yes, it's a CRX 20-iA/L.
That would make since it's something new they tried and has a lot of mixed feedback. How do you feel about them?
I've watched some of these and my company doesn't know if they want to get them or not
External Content www.youtube.comContent embedded from external sources will not be displayed without your consent.Through the activation of external content, you agree that personal data may be transferred to third party platforms. We have provided more information on this in our privacy policy. -
Well ... that's what I have been told from one of the Software Engineers.
Do you have a cobot? Because then yes you are probs right
-
Adam WilleaHey guys! I'm a Robotics Engineer with FANUC America. I've been programming robots since 2009 and have picked up several useful tips & tricks, so I decided to…www.youtube.comShane WelcherFollow us if you want to learn PLC Programming, HMI Programming, Simulating Code, Using RLogix 5000 Emulator, FactoryTalk View Studio, & HMI programming. Key…www.youtube.comTimothy MehringThank you for coming to my channel! Unlike other software programs where there are a plethora of videos and tutorials out there, Fanuc's Roboguide remains a…www.youtube.comElite AutomationIn this Youtube Channel, you will learn different technical skills relevant to the industrial automation industry. We teach topics such as Electrical…www.youtube.com
This should provide great examples
-

First configure the user in- and outputs.
I strongly suggest that you follow a course in Fanuc robotics.
I did not do it, so I can tell you, with first hand experience, that it is not smart !
I strongly agree. If they robot is off or not in auto mode I feel like a tech should look at it before the PB is forcing it back into it. Would make trouble shooting better.
-

When my robot turns on it's always on the last programed I've used clear faults and can put it in auto mode.
-
This is more for the Reddit plc forum

or I might not understand the question
-
 Display More
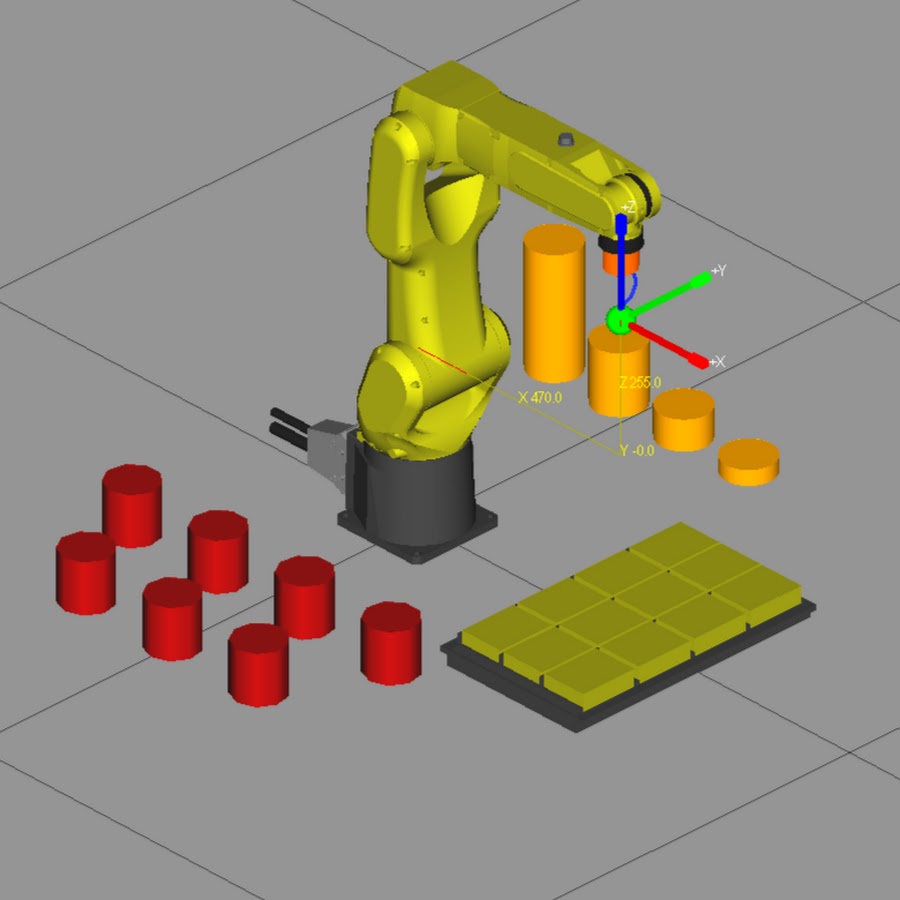
Display MoreIt all depends on what sensors you buy and connect to the robot, or whatever system is controlling the overall cell. What sensors you can use depends a lot on the case sizes and the pallet pattern.
You could, for example, buy a laser ranging sensor, mount it to the robot end effector, and run a program that brings the laser to the center(ish) of where each case should be and checking if it's there or not (that would be slow, though). There's also various camera-type sensors that could be mounted overhead of the pallet and scan for cases.
The main complexity here comes from the variety of ways things can go wrong. There's always a tradeoff between trying to cover every one, and the sheer cost/complexity of adding all that sensing. Also remember, sensors can be fooled, and sometimes adding more sensors just makes for more ways things can go wrong.
If the product can accept a small drop, you could simply program everything to the height of the tallest pallet. If not, then, yes, you're probably going to want to offset the robot by the pallet height. You could do that via sensors, or by building a database of offsets per manufacturer and have someone set the Manufacturer value manually.
Personally, I would start with the "tallest pallet" method and see if it works.
So, 2 beams across a pallet might work. But what if a case is small and placed exactly where the beams won't touch it? That's the kind of question you need to ask.
How to connect to the RJ... is a damned good question. Depends heavily on what I/O option the RJ has installed. That's always a crapshoot with buying used controllers. It might have a certain number of screw terminals you can wire buttons/sensors to directly, or it might be set up for DeviceNet I/O bus, or a number of other options. Or the previous owners might have stripped everything out of it, I've seen that happen. You'll want to check before buying.
I just want to say this is a great reply!!! loads of good info. If you do the broke way without upgrading, Sensors, timers and OFFSET is the best shot you have in my option to keep it semi safe
-
I mean I don't think any robot is to old to do something it just depends on who is programming it. I would use tips from this video with using offsets.
External Content www.youtube.comContent embedded from external sources will not be displayed without your consent.Through the activation of external content, you agree that personal data may be transferred to third party platforms. We have provided more information on this in our privacy policy.I would use a sensor with the plc to send the robot to the start the program I mean it all just depends on the set up that you have. (Options on the robot) I'm still very new to this whole world I hope this helps a little

-

I am not sure why the signals need to be disabled, worked back when I was first encountering the issue, and I just figured it had to be that way. I will check it out in a little while and get back to you on that.
It is not so much a company, but more like an industry that is in the process of being automated. There is still a lot of manual operation, and the same people that used to do the procedures manually are likely to be on duty when those procedures are automated. We then become their troubleshooting/maintenance/tech resource remotely, so to say. It works well for most of our systems, but I am having doubts about this one.Yea I'm with Hawk on this one I don't get how the robot even jogs
-
Hi Sbeve2020,
unfortunately not (yet).
But I think that the animations and explanations in the repo are sufficient or?
I'm just slow haha Ill check it out! I like videos for watching how others do it
-

I realize this is an old post but I am trying to remaster but can't find what I need to in order to jog the robot to the witness marks. I have a SRVO-83 which I have seen before and required remastering. I have a used robot and downloaded my program into it and I am certain it destroyed the old mastering.
External Content www.youtube.comContent embedded from external sources will not be displayed without your consent.Through the activation of external content, you agree that personal data may be transferred to third party platforms. We have provided more information on this in our privacy policy.External Content www.youtube.comContent embedded from external sources will not be displayed without your consent.Through the activation of external content, you agree that personal data may be transferred to third party platforms. We have provided more information on this in our privacy policy.Here's 2 videos! LMK if this helps or not!
-
Display More
That's the reason why I developed the TP-Tools. No need for Karel!
The idea was to replace the MESSAGE[]-command.
But the tools can do more!
you can write dynamic strings like this:
:CALL TP_WRITE('USER','Value of R[1]is %R',1);
:CALL TP_WRITE('USER','Time is : %TIME',0);
TP_WRITE Reference file:
TP-Tools/tp_write/tp_write_ref.md at main · Backdate/TP-Tools (github.com)
and other tools check here:
best regards
This looks cool have a website or YouTube / examples?


Advertising from our partners






