
Posts by batezip
-
-

So I have a news about this issue.
KUKA service come and they try to solve this problem but unsuccessfully. So day later they downgrade the system a now is working as have.
-
Today I did test again - base project, start-up mode. Too tested with X11 standard mode and still the same - two new identical robots.
-

is current safety configuration activated?
Yes.
-

You should switch to language English before making screenshots.
Then open error page and show all messages.
Sorry for Czech on one picture but is not important because with start-up mode make this page no sense. It was only for information that is same situation with X11 connected and safety wiring ok.
There is no message or error in messages pages. Only information message about start-up mode that emergency stop is working only local.
-

did you modify WoV project in any way? is the software on the HDD original or did you restore image from another controller?
Loaded inicialization project or how is called and no from another controller. Only local, original.
-

When triying to jog, do you hear motor break release ?
And you saw nothing spécial in alarm log ?
No, normally motor break is released after pressing jog move with axis. But axis buttons are still grey.
No alarm, there.
-
When you talk about JOG mode, have tou tried Axis Mode (not cartesian).
Maybe the mastering not done ?
Mastering is OK. Axis mode and Cartesian mode I tried both. I tried many restarts, load factory project and still nothing. On this project I have this robots two, totally same type and both have same problem.
-
I'm using there X11, no other safety communication. Really basic configuration of the robot, no special functions. Safety is by X11 with safety module SION-CIB-SR.
When robot is disconnected - X11 disconnected and Profinet (not set yet) disconnected and start-up mode activated, deadman button switched to first position, still the same - not working as on pictures.
Really strange for me.
-
A ok, so with this is not a problem.
So I don't know where can be a problem. New robot, factory project, start-up mode and not possible move with robot.
I have never encountered this problem. I made 40 kuka robots from new and this not happened yet.
-
Thank you for reply.
Controlled by sps.sub with asyptp is working well.
-
On the picture what you share everything turned greed when I pusch deadman switch but "I" not.
What you mean by "enabling switch"?
-
Hello,
I have a new robot - empty. And with start-up mode I cannot move with robot in JOG mode. Same problem is when safety is correctly connected.
Cabinet is KR C4 smallsize-2, KSS 8.6.11, robot KR10R1100_2 C4SR.
Do you have some idea where can be problem? Last week I startup bigger robot with normal cabinet KR C4, same KSS and without problems.
-
Hello guys,
I have project with one robot and 3 external axes. Target is make movements with external axes independent of the robot's movements.
Just create two parallel task - one will control robot and second will control external axes. Routines I will call from PLC on ProfiNet.
With ABB robot I will just make second task where I will make program for control of external axes but with KUKA I have no idea.

-
Just now I found it. IG is not from USER GROUP INPUT
 , but address from right column from GENERAL PURPOSE INPUT.
, but address from right column from GENERAL PURPOSE INPUT.Now is working. Thank you for your help

-
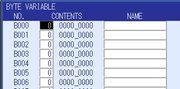
I did exactly what you wrote. For sure to loop I put two movements that I can see that program is really working in loop while robot is moving.
From ProfiNet is going Nr. 9 to IG#(1):

Loop in robot:

Variables:


-
I wrote it bad before, sorry.
I have not a problem with value from PLC, I can see value in IG#(1) what I write in PLC, mapping is good.
But then if I will use DIN B000 IG#(1) then in B000 is still 0 but in IG#(1) is for example 5.


Program running but still 0 there.

I hope 30xxx are outputs :-). 20xxx inputs.

-
I try this, but reading from IG doesn't work.
I made exactly this:
DIN B000 IG#(1)
SET I000 B000
But in IG#(1) is still 0 copying. I try this on real robot where trought ProfiNet I send some value to IG#(1) - it was visible in robot pendant but in B000 and I000 is still 0. I try same in MotoSimeEG-VRC with IG simulation and same result.
-
Hello,
I'm trying to make a program for yaskawa YRC1000. I establish ProfiNet communication with Siemens PLC and for calling program number I made USER GROUP INPUT. Until now is good. In USER GROUP INPUT I see number in byte what I'm sending from PLC.
Problem is that I dont know how to use this byte in SWITCH CASE function. There you can put only I (integer). But how I can move number from USER GROUP INPUT to I? I was trying DIN but there is only B or D.
Thank you for help.
Batezip
-
Yes, exactly.
Thank you for your answer, it will save my time

Martin
Advertising from our partners






