
Can you share the program or at least some screenshots?
Posts by DS186
-
-
On your TP screen those lines are not visible. Simply insert a motion command and teach the point. You can then select the point and view the data.
-
I guess you can read out the current screen information with the above variables via a program. I have never tried it but for my understanding this should work.
-
My description is only a way to easily find out or rather display the information of the current screen.
-
Check the system variables $TP_CURSCRN[1].$SP_ID (software part ID of the current screen) and $TP_CURSCRN[1].$SCRN_ID (screen ID).
Split your TP screen to double windows. Select the right display and open the above variable. Now switch back to the left display and open the screen you want. The system variables on the right side of the display will then show you the data of the current screen.
-
Can you share the code of the program where the error occurs? Did somebody make any changes or did it suddenly stop working without touching anything?
-
What exactly do you mean by "proxy sensor"? If you want to wire (non-safe!) sensors or other devices to the Mate controller you can use the CRMA15 and CRMA16 connectors.
-
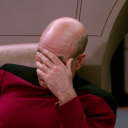
These are the position data for your local points (P[i]) used in this TP program. You will find these lines in every TP program where local points are used. GP1 is the group (GP1 is the robot itself), UF is the User Frame and UT is the User Tool. In your example the position data of the points are related to User Frame 1 and User Tool 1. X, Y, Z, W, P, R are cartesian coordinates and J1-J6 are joint angles. Joint or cartesian depends on the representation of each point. CONF contains the configuration string.
You will find more detailed information about all these topics in the basic operation manual (e.g. B-83284EN/10).
-
I don't know what SP means, but according to the manual it cannot be used at the moment.
-
The group mask is explained in the basic operation manual (e.g. B-83284EN/10).
-
The default jumper connections are EES1 - EES11/EES2 - EES21 and EAS1 - EAS11/EAS2 - EAS21. Take a look into the R-30iB Mate maintenance manual for detailed information.
-
-
 Display More
Display MoreYeah. I tried like you described in this posting but all I got was this (replicated in RoboGuide)
What makes me wonder is that if I configure this way in RoboGuide it works:
Edit
Even more surprising:
At the FANUC the assignment up to start 16 shows PEND. From 17 it shows INVAL.

The JRM18 board has only 20 DIs and 16 DOs. However, I don't know why it is working in ROBOGUIDE.
-
Thanks. According to the screenshots nothing ist configured to rack 48.
-
Did you properly connect 24 V and 0 V to the JRM18 board? Could you provide some screenshots of the IO config screens (DI/DO and UI/UO)?!
-
You can simply download the manual from one of the FANUC customer portals (depending on your location) or you can ask your local sales rep.
-
B-82754EN/15 is the ArcMate mechanical unit operators manual. You can either download it from the FANUC portal (depending on your location) or you can ask your local sales rep. for the document.
-
Did you activate the setting "Teach/modify global points" in the rights management?
EDIT: Sorry, I missed your screenshot. Forget about my question.
-
A few weeks ago I had the same problem with a brand new R-30iB Mate Plus controller. First I also thought about the Estop board or the TP cable. Our controllers are equipped with the TP Disconnect option and therefore, I was able to easily test without the TP (cable) connected. FANUC tech support told me to perform an INIT Start but the error still occured every once a while.
The robot is connected to a PLC and controlled via the UOP signals. Before starting to randomly change parts, I took a closer look on the UOP signals and there was the problem. When the IMSTP input was set to OFF and then back to ON again before the robot was properly stopped (Prog running, Prog paused, System ready and Cmd enabled = OFF), the SRVO-105 alarm occured instead of the SRVO-037 alarm (which is the correct one when IMSTP is dropped). The same happened with the CSTOPI input. Toggling the signal too fast from OFF to ON and back to OFF again also triggered a SRVO-105 alarm.
The PLC guy then corrected the program and everything was fine.
-

I have the same problem, SRVO 105
I have already changed the E Stop unit and the error persists
What controller type and software version do you have? How do you control the robot (SOP, UOP, etc...)?
Advertising from our partners






