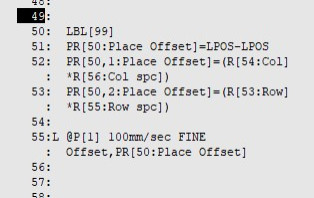
I like rows/columns *Row spacing/column spacing for offset calculations. Only 1 taught point.
But I can't come up with a matrix for your picking sequence, other than a hard coding.

Assuming the Yellow is the "row number"
and the pink is "column number"
1: LBL[1] ;
2: IF R[51:Place#]<>1,JMP LBL[2] ;
3: R[53:Row]=0 ;
4: R[54:Col]=0 ;
5: JMP LBL[99] ;
6: ;
7: LBL[2] ;
8: IF R[51:Place#]<>2,JMP LBL[3] ;
9: R[53:Row]=1 ;
10: R[54:Col]=0 ;
11: JMP LBL[99] ;
12: ;
13: LBL[3] ;
14: IF R[51:Place#]<>3,JMP LBL[4] ;
15: R[53:Row]=0 ;
16: R[54:Col]=1 ;
17: JMP LBL[99] ;
18: ;
19: LBL[4] ;
20: IF R[51:Place#]<>4,JMP LBL[5] ;
21: R[53:Row]=2 ;
22: R[54:Col]=0 ;
23: JMP LBL[99] ;
24: ;
25: LBL[5] ;
26: IF R[51:Place#]<>5,JMP LBL[6] ;
27: R[53:Row]=1 ;
28: R[1:Stop]=0 ;
29: JMP LBL[99] ;
30: ;
31: LBL[6] ;
32: IF R[51:Place#]<>6,JMP LBL[7] ;
33: R[53:Row]=3 ;
34: R[54:Col]=0 ;
35: JMP LBL[99] ;
36: ;